This article is sponsored and written by RSM US LLP.
There are tremendous opportunities for growth in the food and beverage industry, especially for brands able to harness the power of technology to enhance supply chain operations.
From source to shelf, the rise of Industry 4.0 is transforming the way businesses operate, emphasizing the use of smart technology to unlock value in supply chains and optimize processes in real-time. Digital data and the applications of smart devices to receive and transmit data are game-changers for today’s food and beverage companies.
Internet of Things (IoT) technology focuses on connecting these devices—placed inside materials or objects—to the internet to collect data about conditions and surroundings. Utilizing IoT devices can be an effective extension of ERP software for data collection and processing capabilities, with built-in, real-time alerts.
Food and beverage companies that are evaluating ERP software need to consider business operations holistically to ensure their technology investment is money well spent. Due to the massive amount of data collected from IoT devices, analyzing and executing on it can prove challenging – and that’s where artificial intelligence (AI) comes in. AI and machine learning capabilities can monitor and analyze big data, and act on it to automate human processes and support decision-making.
In the food and beverage industry, there’s a high demand for product information that must be continuously provided by companies. It’s crucial to have streamlined business processes, while maintaining full transparency and staying nimble in an ever-changing marketplace fueled by changing consumer preferences.
There are several applications for IoT that enhance the way supply chains operate and through the integration of AI, provide better access to information and more informed decision-making.

How to achieve more informed decision making across the supply chain:
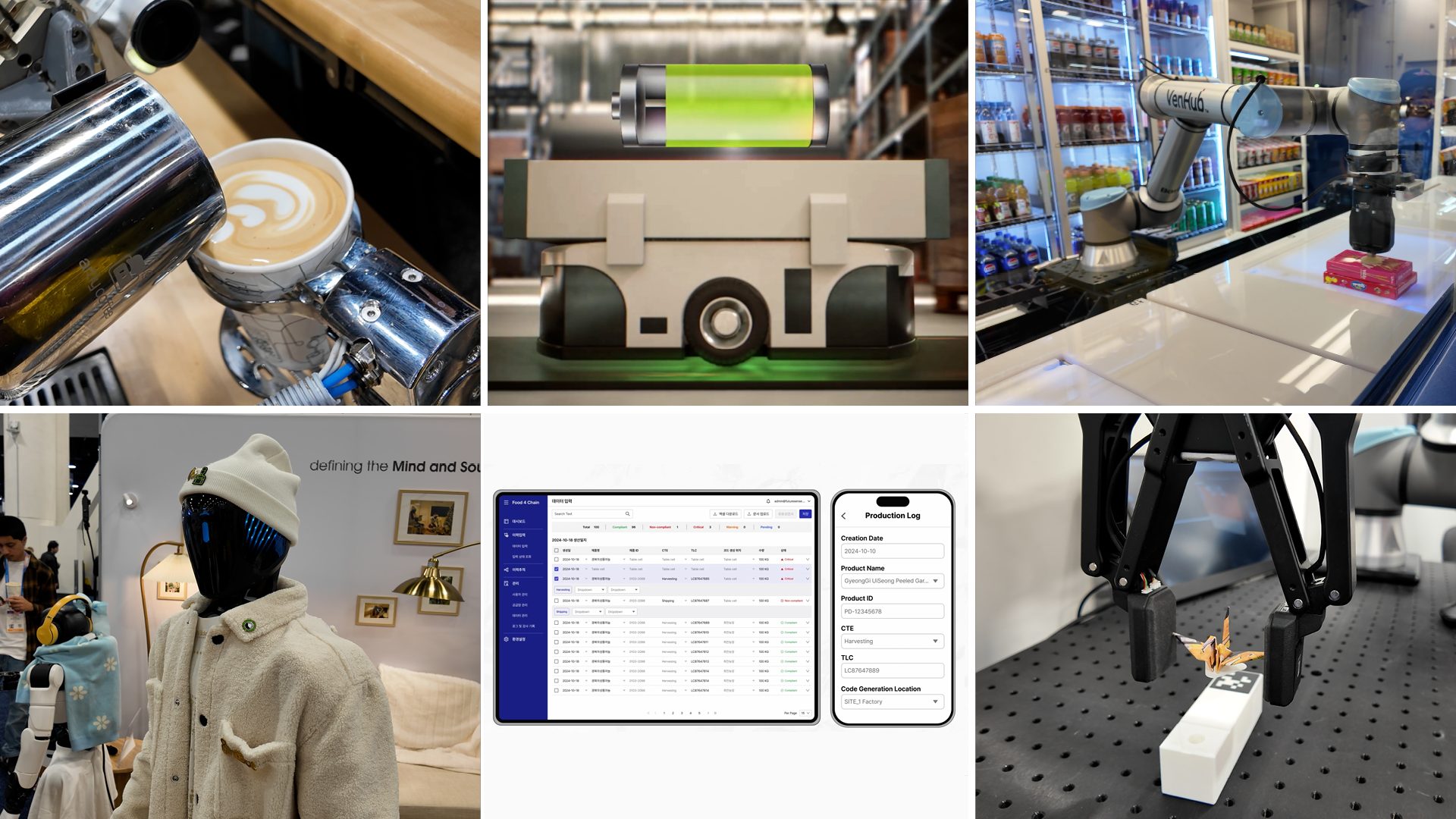
Key benefits of implementing IoT and AI across the supply chain are visibility and process control; automation of manual tasks; traceability; condition monitoring; and faster deliveries. All of these, in turn, reduce supply chain costs and lead times and increase efficiency and speed to market.
Growers
Growers and farmers begin most food supply chains. Utilizing IoT and AI can increase their productivity and efficiency, resulting in better quality products. Clear visibility leads to better product distribution insights and minimizes costs associated with products that go unsold.
Real-world applications:
- AI-embedded sensors can provide real-time monitoring capabilities to track key agricultural metrics and enhance data-driven insights and decision-making.
- Predictive analytics using machine learning can improve planning and risk-mitigation processes by accurately evaluating various environmental impacts on crops and livestock.
- Smart robots can automate tasks such as applying pesticide and fertilizer, feeding livestock, and harvesting crops. Automation of manual processes leads to reduced errors, increased speed and quality, and, ultimately, larger production volumes.
Manufacturing
Manufacturing is an integral part of any business, and there’s often room to tackle inefficiencies and cut costs through leaner processes and full visibility of the shop floor. IoT and AI can provide key benefits.
Real-world applications:
- Real-time tracking of machinery and equipment can be valuable for monitoring data and performance metrics. Tracking items as they move through the manufacturing process helps automate manual processes associated with movement between operations and helps identify anomalies in real-time.
- Leveraging machine learning to help predict operational conditions and outcomes can reduce risk and improve decision-making.
- The ability to monitor the entire manufacturing process from start to finish makes it much easier to identify bottlenecks, enhance quality and reduce waste.
Inventory and Warehouse Management
The continuous flow of products within a warehouse needs to be proactively managed. Inventory accounts for a large portion of a company’s assets, and with high demand for food and beverage products, there are massive amounts of in-bound and out-bound shipments occurring daily. These products often come with short shelf lives, and therefore a high risk of spoilage.
It’s more important than ever to maintain a strong level of visibility and control over these processes and utilizing IoT and AI can help companies achieve just that.
Real-world applications:
- Data involving items in production, planned for production, and inventory is available in real-time, making it simpler to manage operations.
- Missing components or materials can trigger alerts to ERP software and their exact locations can be pinpointed within a warehouse to minimize errors and delays.
- Machine learning models can analyze different scenarios to predict the effect of demand on inventory levels in the warehouse and recommend optimization strategies.
- Smart devices can track individual worker performance and help them easily identify products in the warehouse.
Transportation
Supplies are transferred between suppliers, manufacturers, and distribution centers – sometimes thousands of miles – before finally reaching consumers. Ensuring consumers receive products on time, in full, and without defects is no easy task, especially considering all the movement that’s involved.
Real-world applications:
- Leveraging IoT and AI can alleviate many challenges associated with in-transit processes. AI-embedded sensors and GPS capabilities can provide improved visibility by gathering data about locations, delivery routes, driving patterns, traffic conditions, weather conditions, and network inefficiencies.
- Items can be tracked in real-time, allowing for higher OTIF (on time in full) deliveries, visibility into bottlenecks and reduced costs associated with errors.
- Certain items are sensitive to external factors such as temperature, moisture, humidity and light; sensors placed on these in-transit items can monitor deviations and send real-time alerts to ERP software.
- Smart devices can also be configured to sense any damages to packaging, as well as other conditions such as temperature. Closely monitoring and ensuring safety of items greatly reduces risks associated with spoilage, costs and customer satisfaction.
Increasing technology investments to optimize supply chains are essential to future growth, ultimately helping food manufacturers scale operations, improve customer satisfaction and provide a strong competitive edge.